02080203_塔桅结构边缘加工检验批质量验收记录

一、主控项目
5.4.1气割或机械剪切的零件需进行边缘加工时,其加工余量不应小于2.0mm.
检查数量:全数检查。.
检验方法:检查工艺报告和加工记录。
二、一般项目
5.4.2 边緣加工尺寸偏差应符合表5.4.2的规定。
检查数量:按加工面数抽查10%,且不应少于3件。
检验方法:观察检查和实测检查。
表5.4.2边缘加工的允许偏差
|
项目 |
允许偏差 |
|
零件宽度、长度 |
±1.0 |
|
加工边直线度 |
l/3000,且不应大于2.0 |
|
相邻两边夹角 |
±6’ |
|
加工面垂直度 |
0.025t,且不应大于0.5 |
|
加工面表面粗糙度 |

|
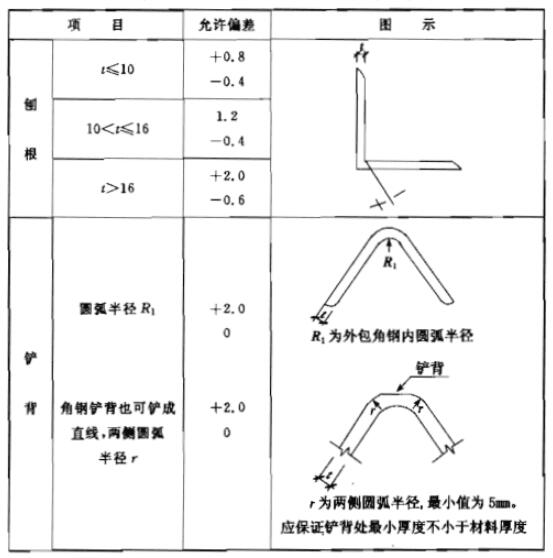
5.4.3 角钢拼接时,刨根和铲背加工尺寸偏差应符合表5.4.3的规定。
检查数量:按加工件数抽查,每种抽查3件.
检验方法:用R规测量。
表5.4.3 刨根、铲背的允许偏差(mm)